





I pulled the rotor cover off a VSI last week; the lower wear plates were gouged to bare steel and the tungsten blocks were snapped. This is ballistic proof that the upstream screen failed, allowing +50mm rock from the cone crusher to breach the 45mm-rated rotor cavity. You must enforce closed-circuit screening.
Wiki
Last Updated :2026-05-19 Views:135
How to Set Up an Artificial Sand Production Line: Process and Machines
A pile of crushing equipment does not constitute a production line; it creates a mechanical bottleneck. During a site audit of a 300 tph river pebble facility in India this July 2025, the entire tertiary circuit was paralyzed. The plant owner blamed the VSI sand maker for excessive downtime, but the physics exposed an upstream failure. They were feeding 70mm rock into a rotor engineered strictly for 45mm. Deciphering How to Set Up an Artificial Sand Production Line: Process and Machines requires mastering volumetric flow. If the primary fracture and secondary sizing stages fail to strictly gatekeep the material, your core sand-making engine will shatter, instantly obliterating your production-to-cost ratio.
Phase 1: Primary Fracture and Volumetric Anchoring
The primary jaw establishes the heartbeat of the plant. If it surges or stalls, the downstream machines starve.
Raw boulders possess massive kinetic energy that must be systematically dismantled. The primary stage acts as the volumetric gatekeeper for the entire operation. Deploying a PEW860 jaw crusher powered by a 132 kW motor reduces 720mm raw boulders down to a manageable profile. This guarantees a mathematically stable 200-500 tph feed.
Architects must pair this jaw with a heavy-duty vibrating feeder. The feeder absorbs the violent shock of dump trucks unloading and provides a continuous, unbroken ribbon of rock. This steady flow is mandatory; surge-feeding causes the jaw to pack and stall, transferring fatal mechanical stress to the toggle plate and disrupting the mass balance required by the secondary circuit.
Phase 2: Secondary Sizing Dictated by Geology
Secondary machine selection cannot be based on initial hardware price; it is dictated entirely by rock compressive strength (MPa) and silica content.
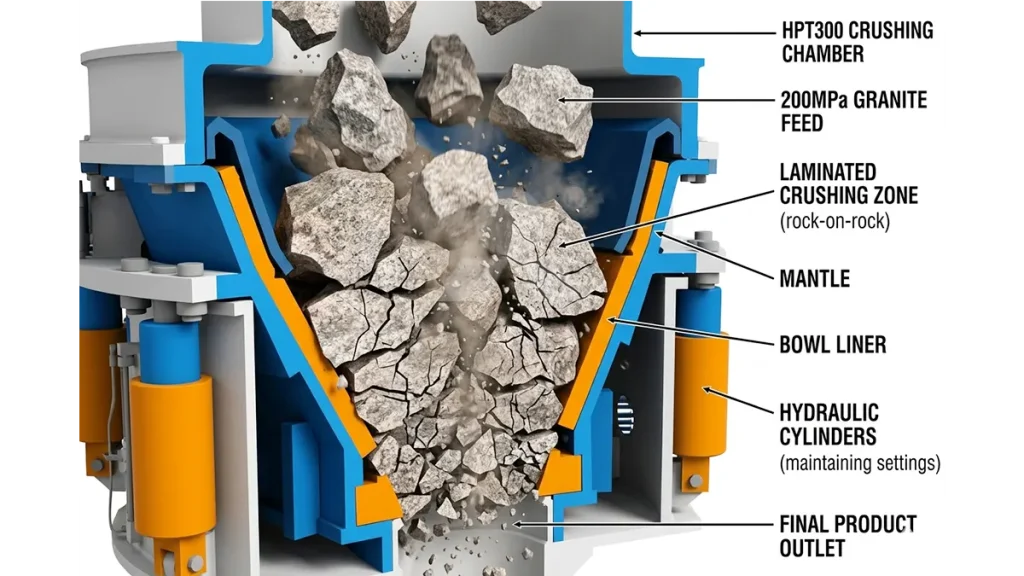
If the raw material is soft limestone (under 100 MPa), configuring a CI5X impact crusher provides a massive reduction ratio, often bypassing the need for tertiary shaping entirely. However, pushing >150 MPa granite or highly abrasive river pebbles into an impactor will vaporize the high-chrome blow bars within 48 hours. Hard rock demands the laminated crushing force of an HPT300 cone crusher. Operating at 800 rpm, the cone compresses the rock bed, fracturing the silica without destructive metal-on-metal attrition.
Synchronized Equipment Matrix for Manufactured Sand
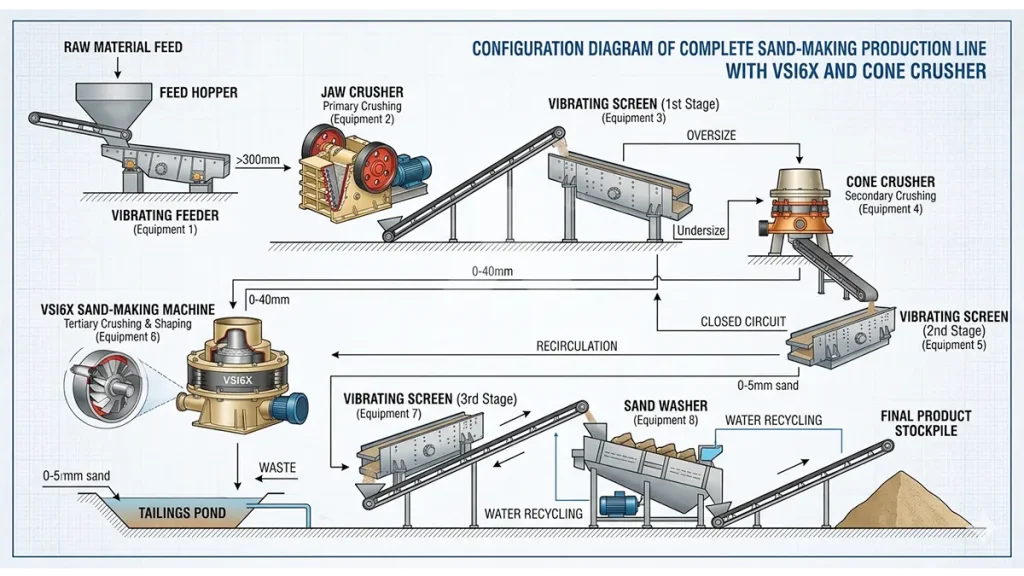
A process diagram is useless without hardware capable of enforcing strict geometric limits.
| Process Stage | Recommended Machine | Capacity (tph) | Power (kW) | Architectural Function |
|---|---|---|---|---|
| Primary Fracture | PEW860 Jaw Crusher | 200-500 | 132 | Volumetric baseline (<720mm feed) |
| Secondary Sizing | HPT300 Cone Crusher | 110-440 | 250 | Laminated reduction for hard rock |
| Tertiary Sand Making | VSI6X1150 Sand Maker | 344-663 | 500 (250×2) | Kinetic shaping of 0-5mm aggregate |
| Washing & Grading | XSD3220 Wheel Washer | 60-150 | 15 | Removal of -200 mesh rock dust |
The VSI6X1150 is the irreplaceable core of this matrix. It must be fed exclusively via a closed-circuit vibrating screen that absolutely prevents any material larger than 45mm from entering the rotor. Failing to close this circuit guarantees catastrophic tungsten tip fracture.
Phase 3: Tertiary Kinematics (The VSI Core)
Compressive crushing inherently produces elongated, flaky shards. To generate premium artificial sand, the rock must be kinetically shaped. The VSI6X1150 utilizes dual 250 kW motors to accelerate the pre-sized rock to 70m/s. The material is ejected from the spinning rotor into a stationary rock bed. This “stone-on-stone” kinetic collision shears off micro-cracks and polishes the edges, perfecting the cubical geometry and dropping the flakiness index below 8%.
Phase 4: Washing and Fineness Modulus Control
Kinetic shaping is violent; it inevitably generates excessive amounts of -200 mesh rock dust. Unwashed artificial sand will ruin the cement-to-water ratio in concrete mixing plants.
Integrating an XSD3220 wheel washer into the final process flow removes this silt. The wheel lifts the 0-5mm sand out of the water bath, leaving the clay and dust suspended. Because traditional washing can wash away valuable fine sand, modern architectures deploy a fine sand recovery unit alongside the washer. This captures the 0.16mm particles, ensuring the final grading curve meets exact structural concrete codes and maximizing the hardware amortization cycle by turning waste into sellable product.
Grading Curve Diagnostics & Mass Balance Post-Mortem
Decades ago, artificial sand was made using horizontal impact crushers, which produced highly flaky aggregate filled with micro-cracks. When mixed, this sand required excessive cement paste and weakened the structure. The invention of VSI kinetic “stone-on-stone” shaping completely eradicated this geometric flaw.
Surge feeding creates an accordion effect across the entire plant. The jaw crushes a massive batch, floods the secondary cone causing it to high-amp stall, and then runs empty for 30 seconds. This constant cycling destroys the inter-particle rock bed required for efficient laminated crushing.
Calculating the fluid dynamics inside the chamber shows that diverting 30% of the feed outside the rotor to form a dense rock anvil increases inter-particle collision density. If you close the bypass, you reduce the polishing effect, resulting in coarser sand. Calibrating this ratio dictates your final grading curve.
Enforce Process Geometry to Accelerate Payback
An artificial sand plant is an interconnected thermodynamic engine. If you attempt to answer How to Set Up an Artificial Sand Production Line: Process and Machines by cutting corners on secondary screening or mismatching your crushers to the rock’s MPa rating, you are actively sabotaging your own investment. Next month, if you feed oversized granite into a VSI or fail to wash out the -200 mesh dust, your final product will be rejected by concrete batching plants, paralyzing your capital payback velocity. Enforce strict mass balance and calibrate your hardware immediately.

