





100-300 TPH Lithium Ore Beneficiation Production line
Based on recent structural audits of hard-rock lithium extraction facilities, the most expensive error plant operators make is treating spodumene like standard aggregate. The high Work Index and inherent brittleness of lithium-bearing pegmatites dictate that aggressive, single-stage reduction will obliterate the recoverable mineral matrix. Our engineering teams have consistently documented that forcing oversized, highly abrasive lithium ore directly into a ball mill destroys power consumption optimization per ton and guarantees catastrophic fines loss. You must arrest the material degradation at the crushing stage.
The Physics of Spodumene and Feed Stability
Lithium ore cleavage planes dictate that excessive impact forces generate non-recoverable ultra-fines, making controlled compressive reduction a non-negotiable requirement for system availability.
Spodumene and lepidolite present a unique mechanical paradox: they are highly abrasive to steel wear parts yet structurally fragile along specific mineralogical axes. When evaluating the primary intake, ensuring absolute feed stability is paramount. Variations in the bulk density or erratic material drops into the primary jaw crusher cause asymmetrical stress on the eccentric shafts and toggle plates. We deploy the C6X100 Jaw Crusher for the primary stage because its kinematic geometry provides a steep nip angle, forcing a clean compressive fracture rather than grinding the ore against the fixed jaw plate. This preserves the structural integrity of the lithium crystals for downstream sorting.
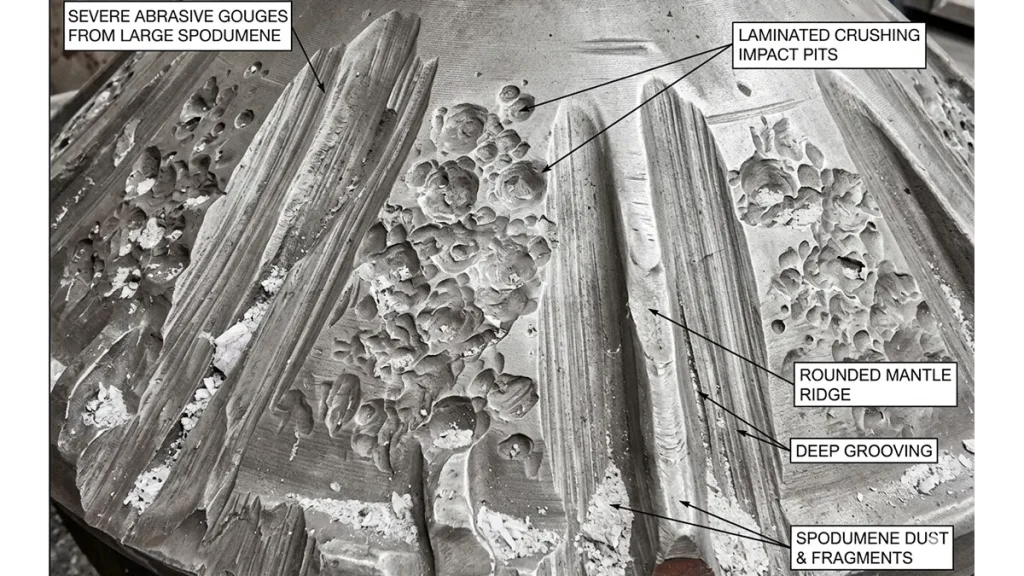
If you fail to monitor the feed dynamics, the resulting surge loads will bypass the natural fracture mechanics of the rock. The abrasive silica content within the host rock acts like grinding paste. To combat this, the kinematic motion of the swing jaws must be perfectly calibrated to the specific gravity of the incoming ore. We track the micro-fracture patterns visible on crushed lithium surfaces, which confirm that a steady, choked-feed approach in the primary stage significantly reduces the generation of minus 2mm dust.

Equipment Synchronization in Closed-Circuit Circulation
Implementing the “more crushing, less grinding” mandate requires a synchronized 3-stage closed-circuit circulation to lock the mill feed size precisely between 10-12mm.
To handle the abrasive nature of lithium ore at capacities up to 300 tons per hour, we engineer multi-stage crushing circuits that deliberately shift the heavy reduction work away from the power-hungry grinding mills. The configuration relies on the seamless handoff between the primary C6X jaw and the subsequent HST and HPT series hydraulic cone crushers. Abrasive rock will destroy standard liners; therefore, we utilize laminated crushing principles in the secondary and tertiary stages. By keeping the cone crushers choke-fed, the spodumene particles crush against each other in a high-density bed, protecting the mantle and concave from direct abrasive scour and extending the liner replacement cycle.
| Process Stage | Recommended Model | Capacity (tons per hour) | Power (kilowatts) | Max Feed (millimeters) |
|---|---|---|---|---|
| Primary Crushing | C6X100 Jaw Crusher | 130-420 | 110 | 630 |
| Secondary Crushing | HST250 Cone Crusher | 90-605 | 250 | 450 |
| Tertiary Crushing | HPT300 Cone Crusher | 110-440 | 250 | 230 |
| Classification | S5X2160-3 Vibrating Screen | 85-700 | 30 | – |
The tertiary stage utilizes the HPT300 Cone Crusher operating in a strict closed-circuit loop with the S5X screen. Here, the Close Side Setting (CSS) is the critical control variable. You must calibrate the hydraulic cylinders to maintain a dynamic CSS that yields a product where 80% passes 12 millimeters. If the CSS drifts due to unmonitored liner wear, oversize particles will bypass the screen, recirculating endlessly, which degrades system availability and creates an invisible leak of secondary maintenance overhead.
Arresting Fines Loss via Pre-concentration Integration
Removing barren waste before the mill protects power consumption optimization per ton and stabilizes the flotation head grade.
Integrating pre-concentration protocols into the crushing circuit is a vital structural advantage. By evaluating the magnetic declination of the surrounding gangue rock, operators can employ magnetic separators immediately following the secondary HST250 cone crushing stage. Rejecting magnetic iron-bearing minerals before they reach the grinding circuit prevents the over-grinding of barren rock and eliminates the unnecessary expenditure per shift associated with processing zero-value mass.
We see facilities lose massive capital by neglecting the microscopic tolerances of their screening mesh during this pre-selection phase. Spodumene crystals often liberate at coarser sizes than the surrounding quartz matrix. If the screening decks are poorly angled or blinded by moisture, valuable lithium is discarded with the tailings. The synchronization of the HPT300’s output with optical or dense media pre-concentration requires strict adherence to grain shape control; flaky or elongated particles will disrupt the sensing algorithms and cause false rejections.
Field Wear Benchmarks: Synchronizing HPT300 with Abrasive Spodumene
- Closed-Circuit Mill Feed Target: Minus 12 millimeters
- HST250 Maximum Feed Acceptance: 450 millimeters
- System Throughput Baseline: 100-300 tons per hour
- Tertiary HPT300 Power Draw: 250 kilowatts
- Primary C6X100 Kinetic Geometry: 630 millimeter intake
Technical Index: LH-100-300 TPH LITHIUM ORE BENEFICIATION PRODUCTION LINE-April/2026-Ref-#48210
Solution Architect’s Log: Managing C6X100 Toggle Plate Stress in Abrasive Pegmatite
- How does feed density impact the C6X100 primary jaw during hard rock extraction?
- The sharp scent of ozone from an overworked 110 kilowatt motor indicates bridging in the crushing cavity. When abrasive pegmatite is fed inconsistently, the swing jaw cannot maintain the necessary compressive rhythm, causing the toggle plate to absorb lateral deflection forces instead of transferring straight crushing power, drastically reducing system availability.
- Why do we mandate laminated crushing in the HST250 rather than standard impact reduction?
- Look at the historical failure rates of blow bars hitting 200 MPa silica host rock. Impact crushers turn into scrap metal within days. Laminated crushing in the HST250 forces the 450 millimeter feed particles to break against one another under 250 kilowatts of hydraulic pressure, saving the manganese liners from direct friction.
- What triggers the hydraulic relief valves on the HPT300 in a closed-circuit loop?
- Do not ignore the CSS calibration when operating at maximum capacity. If the closed-circuit screens blind, wet fines turn into an industrial paste that packs the crushing chamber, pushing the hydraulic holding pressure beyond its safety limits and forcing the tramp release system to dump the cavity.
- How does pre-concentration affect the total expenditure per shift?
- Our internal plant data proves that processing barren gangue costs exactly the same as processing high-grade spodumene. By removing 20% of the non-valuable mass at a 15 millimeter size threshold before it ever reaches the grinding circuit, the downstream power consumption optimization per ton improves exponentially.
Enforcing Closed-Circuit Stability in High-Volume Lithium Operations
Failing to lock your tertiary HPT300 crushing stage to a strict 12 millimeter output will force the grinding mill to act as a crusher, destroying your power consumption optimization per ton and causing catastrophic media wear within the next month. The intricate balance between the specific gravity of spodumene and the kinetic force of the C6X and HPT series equipment defines the boundary of operational survival.
Secure Your 300tph Infrastructure Fiscal Viability
“Stop feeding oversized abrasive pegmatite into your ball mill.” — From the Desk of your Solution Architect

