





250 TPH River Stone Mobile Crushing Plant In Malaysia
Architecting Anti-Abrasion Circuits: The 250 TPH River Stone Mobile Crushing Plant In Malaysia
Attempting to process Southeast Asian river pebbles with the wrong kinematic equipment is a guaranteed metallurgical failure. During a site evaluation along the Pahang River this October 2025, a contractor was watching their profit margin evaporate. They had deployed a mobile impact crusher to process 250 tons per hour of river stone. The extreme silica content acted as an industrial grinding wheel, vaporizing the high-chrome blow bars in under 48 hours. Designing a viable 250 TPH River Stone Mobile Crushing Plant In Malaysia requires stripping away generic equipment selection and enforcing a strict “jaw-to-cone” architecture. To survive the abrasive friction of the rock and the high moisture of the tropical environment, plant architects must deploy axle-mounted, closed-circuit lamination systems that use the rock’s own mass to fracture itself.
Primary Volumetric Anchoring on a Pneumatic Chassis
The primary stage must absorb the kinetic shock of raw river boulders without transferring structural stress to the ground.
The operational baseline of this 250 tph circuit begins at the riverbank extraction point. Raw river stone is dense, smooth, and notoriously difficult to grip. The architecture mandates the NK75J pneumatic tire-mounted mobile jaw crusher. Utilizing a 141.4 kW drive, this primary unit accepts boulders up to 680mm. It is towed into position via standard semi-trucks, bypassing the 30-day concrete foundation curing period associated with stationary plants.
Once the heavy-duty hydraulic support legs are extended, the wheeled chassis is isolated from the crushing vibration. The primary jaw executes a steady volumetric reduction, sending a continuous <150mm feed to the secondary stage. This synchronized flow prevents the downstream cone crusher from experiencing the catastrophic “starve-and-surge” cycles that destroy laminated crushing efficiency.
Defeating Silica Abrasion: The Mobile Cone Mandate
The secondary crushing stage dictates the financial survival of the operation. River stone silica content frequently exceeds 70%. Pushing this material into any form of impactor shifts the expenditure per shift from routine maintenance to devastating daily consumable replacement. The only mathematically viable solution is the NK300H mobile cone crusher.

Operating entirely on a wheeled chassis, the HPT300 cone unit housed within the NK300H executes high-frequency laminated crushing. By maintaining a choke-fed cavity at 800 rpm, the kinetic energy is absorbed by the rock mass itself. This mechanical strategy extends the lifespan of the manganese mantle by up to 300% compared to equivalent impact architectures, fiercely protecting the hardware amortization cycle.
Synchronized Mobile Matrix for High-Moisture Environments
A mobile flow chart is incomplete if it fails to mathematically guarantee the final output sizing.
| Process Stage | Wheeled Equipment Model | Capacity (tph) | Installed Power (kW) | Architectural Objective |
|---|---|---|---|---|
| Primary Fracture | NK75J Mobile Jaw | 150-350 | 141.4 | Anchor volumetric flow (<680mm) |
| Secondary Lamination | NK300H (No Screen) | 110-440 | 283 | Combat high-silica abrasion |
| Closed-Circuit Sizing | NK300H (With Return Screen) | 110-440 | 323.5 | Enforce strict 0-20mm output grading |
To eliminate the need for secondary conveyor setups, architects specify the NK300H with return material screening. This unit integrates a vibrating screen directly onto the secondary axle-mounted chassis. It captures any rock exceeding the 20mm threshold and automatically loops it back into the cone’s feed throat via an onboard return conveyor. This self-contained closed-circuit loop ensures 100% geometric compliance for local structural concrete markets.
Overcoming Tropical Moisture and Cavity Seizure
Operating adjacent to Malaysian riverbeds introduces a severe environmental variable: extreme moisture. River stone extracted during the monsoon season carries sticky clay and wet sand. When fed into a secondary cone crusher, this wet material can compress into an uncrushable solid paste, blinding the discharge zone.
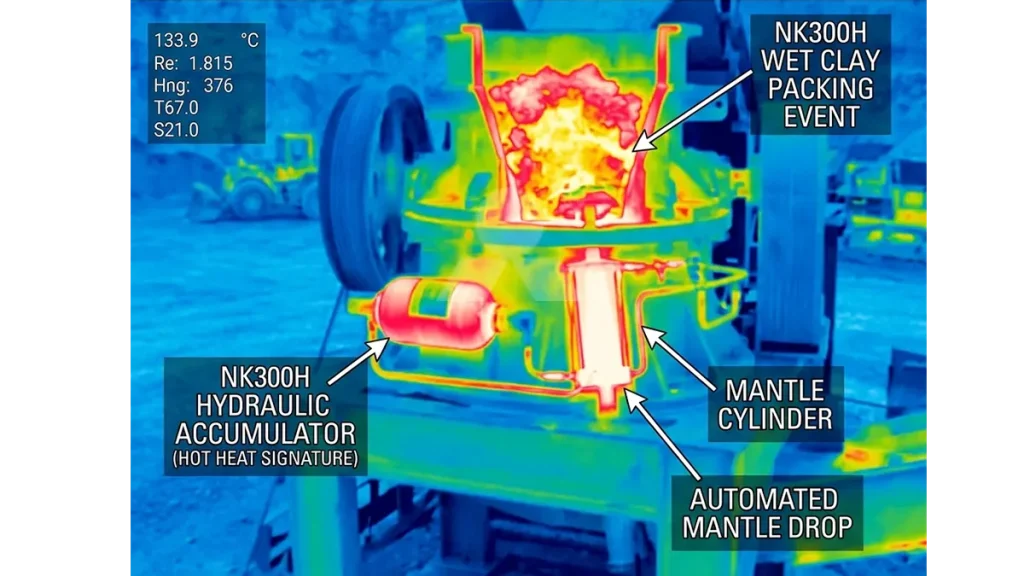
Legacy mechanical spring crushers would stall completely under these conditions, requiring hours of manual excavation to free the eccentric shaft. The NK300H wheeled plant bypasses this fatal downtime. Its automated hydraulic system detects the pressure spike, evacuates the fluid from the support cylinders, and drops the mantle. The wet obstruction flushes out immediately. The machine re-pressurizes and resumes crushing, isolating the production-to-cost ratio from the unpredictable tropical climate.
Silica Abrasion Diagnostics & Volumetric Post-Mortem
- What physical evidence on site proves an impact crusher was wrongly deployed on river stone?
- I inspected a stalled mobile impactor last quarter; the high-chrome blow bars were deeply grooved and fractured at the base. The abrasive silica acts as an industrial grinding wheel against blunt-force impactors. This misapplication transfers the financial burden directly to the daily consumable ledger.
- Historically, why did contractors attempt to process river stone without closed-circuit screening?
- Decades ago, integrating a return conveyor and screen onto a single mobile chassis was mechanically unfeasible due to weight limits. Operators ran open circuits, resulting in highly erratic output sizes. Modern pneumatic tire-mounted chassis like the NK300H support the full 323.5 kW closed-circuit payload, guaranteeing top-size compliance.
- Why must the primary jaw output strictly match the secondary cone feed throat?
- Do not rely on the transfer belt to fix a size mismatch. If the NK75J outputs a 250mm slab into a cone designed for a 220mm ideal feed, the material will bridge above the mantle. This instantly starves the secondary stage, dropping the daily yield to zero until the bridge collapses.
- How do the hydraulic leveling legs on the pneumatic chassis protect the kinetic drive?
- Calculating the kinetic transfer proves that if the 34-ton plant bounces on its rubber tires, 15% of the motor’s crushing force is lost to chassis flex. Extending the heavy-duty hydraulic legs lifts the axles, anchoring the plant directly to the ground and ensuring 100% of the 283 kW power draw is utilized for rock fracture.
Enforce Anti-Abrasion Architecture to Accelerate Payback
An industrial mobile circuit cannot be optimized by guesswork; it must be governed by the metallurgical realities of the target mineral. If you deploy a 250 TPH River Stone Mobile Crushing Plant In Malaysia without respecting the extreme silica abrasiveness, you are voluntarily surrendering your profit margins to catastrophic metal wear. Next month, if you push river pebbles through an impactor or fail to utilize hydraulic clearing systems during the monsoon season, your expenditure per shift will hemorrhage through broken wear parts and seized chambers. Deploy pneumatic jaw-to-cone mobility and secure your capital payback velocity immediately.

