





I audited a plant last week where the primary surge bin was constantly overflowing while the secondary cone was running dry. This volumetric mismatch creates a “starve-and-surge” cycle that prevents the cone from forming a stable rock bed. The plant was producing nothing but low-value, flaky aggregate.
Aggregate
Last Updated :2026-06-10 Views:160
Liming Heavy Industry Aggregate Crusher Specialists
Architecting Mass Balance: The Diagnostic Protocol of Aggregate Crusher Specialists
Configuring an aggregate production line is an exercise in managing kinetic energy and volumetric flow. During a plant audit in Central Asia this June 2026, a facility producing 400 tph was failing to meet structural aggregate standards. The plant manager had assembled high-quality machines, but the circuit lacked architectural synchronization. The primary jaw crusher was surging, the secondary cone was starving, and the recirculating load on the screen was creating a chaotic bottleneck. True aggregate crusher specialists do not just sell components; they architect the entire physics engine of the plant to ensure mass balance, thereby maximizing the production-to-cost ratio.
Primary Fracture: Anchoring the Volumetric Baseline
The primary stage determines the entire plant’s throughput ceiling. If the jaw fluctuates, the downstream circuit suffers.
The foundation of any high-performance circuit is the primary reduction stage. Deploying a PEW860 jaw crusher provides a stable, mathematically predictable volumetric flow. Utilizing its 132 kW motor, the machine fractures raw boulders down to a <200mm profile, which is the exact size required to prevent secondary cavity bridging. By enforcing a consistent output here, architects establish the mass balance foundation for the rest of the plant.
Consistency is the primary metric of the jaw crusher. A properly configured jaw prevents downstream starvation, ensuring that the secondary cone crushers are always “choke-fed.” Choke-feeding is the essential state for high-efficiency mineral processing, as it keeps the crushing cavity filled, forcing the rock to break against itself rather than the steel liners.
Secondary Shaping: Laminated Fracture and Liner Longevity
Secondary crushing configuration is strictly dictated by the rock’s mineral hardness. For abrasive 200 MPa granite, architects must bypass blunt-force impactors and implement the HPT300 multi-cylinder hydraulic cone crusher.
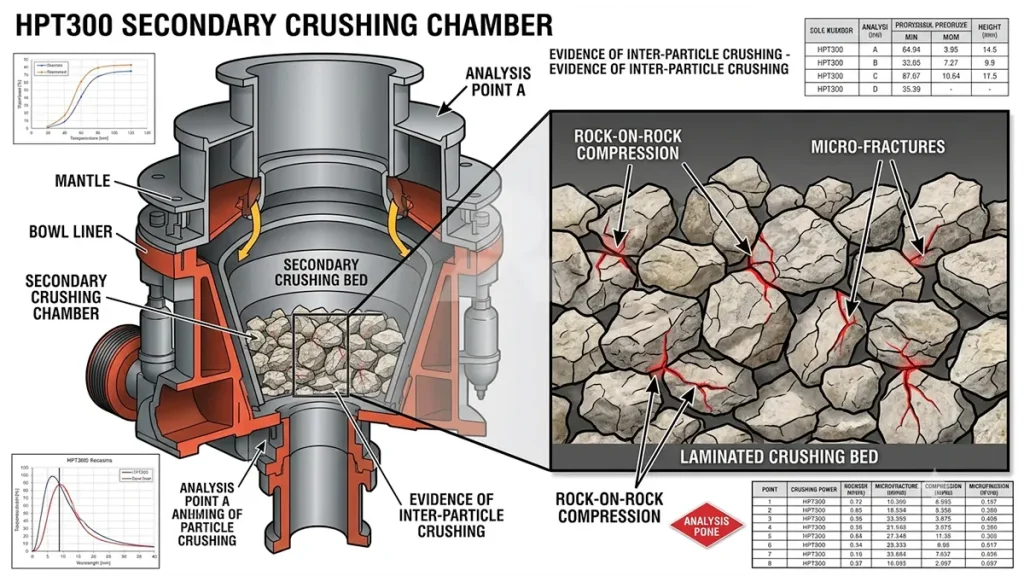
By enforcing a strict closed-circuit loop, the cone crusher induces micro-fractures in the silica-rich rock. This pre-weakening is vital for the tertiary shaping stage. An improperly configured secondary stage passes oversized rock, which eventually forces the VSI to act as a primary crusher, a catastrophic error that instantly annihilates the hardware amortization cycle.
Synchronized Configuration Matrix for Global Aggregate Plants
A flow chart is only as efficient as the synchronization between its distinct physical stages.
| Process Stage | Recommended Equipment | Capacity (tph) | Power (kW) | Architectural Mission |
|---|---|---|---|---|
| Primary Fracture | PEW860 Jaw Crusher | 200-500 | 132 | Volumetric mass balance anchoring |
| Secondary Lamination | HPT300 Cone Crusher | 110-440 | 250 | High-abrasion fracture induction |
| Tertiary Shaping | VSI6X1150 Sand Maker | 344-663 | 500 (250×2) | Cubical shaping & flakiness control |
| Closed-Circuit Screening | S5X2460-3 Screen | 100-800 | 30 | Strict +45mm return enforcement |
The VSI6X1150 functions as the kinetic shaping core. It must be synchronized with the S5X screen to ensure a strict -45mm feed size. If the screen fails to return oversized material, the VSI rotor suffers from massive kinetic overloading, leading to tungsten block fracture.
Tertiary Shaping: The VSI6X Kinetic Engine
The tertiary stage is where the aggregate is transformed from crushed stone into premium cubical product. Utilizing dual 250 kW motors, the VSI6X1150 accelerates the aggregate to 70 meters per second. This kinetic shaping does not rely on compressive force; it relies on high-velocity impact against a stationary rock bed.
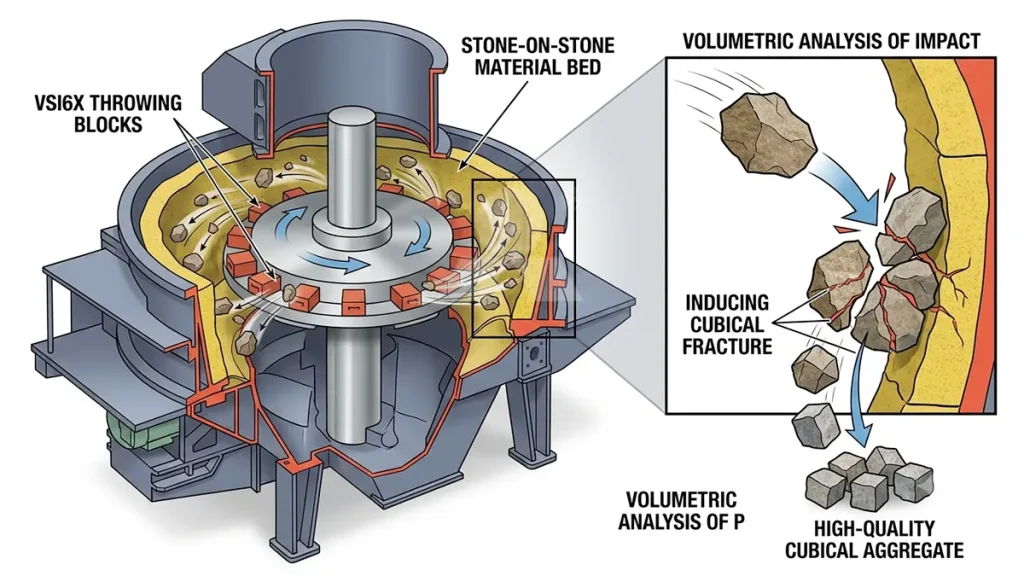
By enforcing this kinetic shaping in a closed circuit, the plant produces aggregate that meets the most rigid civil engineering standards. The VSI6X acts as the ultimate quality filter, shearing away any flaky material that survived the primary and secondary stages, ensuring that the final output is 100% cubical and high-strength.
Mass Balance Diagnostics & Circuit Bottleneck Post-Mortem
They relied solely on primary and secondary crushers. A secondary cone crusher is designed for size reduction, not shape refinement. Without a tertiary VSI stage to kinetically shear the stone, the flakiness index will always exceed structural concrete requirements.
If the return conveyor sends +45mm rock into a cone designed for a 30mm ideal feed, the internal parallel zone will bridge. The hydraulic relief valves will trip repeatedly, resulting in catastrophic loss of production time.
A 500 kW VSI drive requires perfect tension symmetry. Even a minor tension discrepancy between the two 250 kW motors induces lateral torsion on the rotor shaft. This torsion manifests as high-frequency vibration, causing the main bearing housing to fracture under load.
An aggregate circuit is a physics engine that demands absolute volumetric discipline. If you architect a plant without enforcing closed-circuit screening or aligning the machinery to the geological hardness of your rock, your expenditure per shift will be obliterated by mechanical fatigue and quality rejects. Next month, if your plant continues to struggle with flaky output and surging bottlenecks, you are failing to manage your capital payback velocity. Synchronize your flow chart and enforce your mass balance metrics immediately.

